|
一般而言,大型铝合金铸件单件居多。无论工艺设计、造型、合箱、浇铸等环节考虑多么周全,因为没有调整机会,所以在生产单件大型铝合金铸件时,多少会留有些许不足或遗憾。近日,沈阳宇航金属材料研究所浇铸一个毛坯重量1.6吨的大型铝合金铸件,有些体会,愿意和同行分享,希望有所裨益。
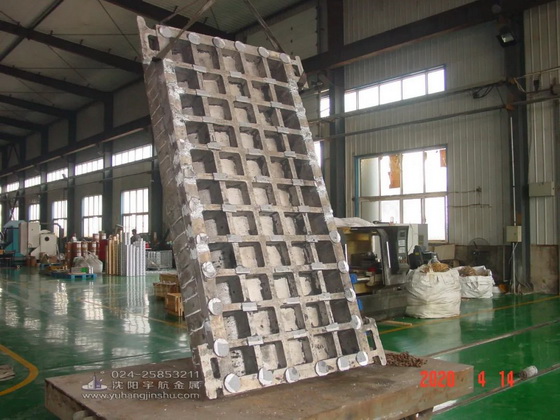
图1.ZL104铝合金铸件 背面

图2.ZL104铝合金铸件 正面
铸件概况:轮廓尺寸3000mm×1500mm×350mm,材质:ZL104 合金,毛坯重量1.6吨;700-710℃浇铸,浇铸重量2.4吨 。铸态交付。
这个铸件不完美。铸件背面放置的圆形冒口跟部有缩孔;铸件的工作面上,4块铝冷铁,不知何故,升高约10mm,使铸件上4块冷铁处形成一个深度10mm的浅坑。位置就是图2.铸件补焊处。
体会:1.圆形冒口有点小,改为扁圆形冒口,再加大些尺寸就可以避免冒口跟部缩孔; 2.铝冷铁固定措施再加强些。对于本文的铝合金铸件,通过这两方面的改进,就可以获得完美铸件。
2020铸件展,2020铸件展会,2020广州铸件展,2020中国铸件展会,2020广州铸件展,2020广州铸件展会, 2020压铸件展,2020压铸件展览会,广东铸件展,广东铸件展会, 中国铸件展,中国铸件展览会,铸造工业展,2020铸造工业展
|

